工程フロー
FLOW
事業内容
不二ダイカストは、お客様第一の基本理念に徹し、独自の技術を生かした提案型サプライヤーを目指しています。私達の開発スタッフは常に技術を磨き、お客様との対話を通じ、夢の実現する努力を惜しみません。技術にこだわる人がいるからこそ、お客様が望む製品を創れるのです。
私達が目指すのは次世代のダイカスト成型。樹脂成型に比べて剛性に富み高級感も演出できる、新たな鋳造技術を生かした様々な形状の金属鋳造に独自の技術で取り組んでいます。
- 主要三品目
- 自動車用ランプ関連部品
- 放熱器(ヒートシンク)関連部品
- ドアミラー関連部品
- 表面処理
- 塗装・真空蒸着
- 量産
- ダイカスト・鋳造
- 自動車部品製造
- ボディパーツ・外装品・駆動系パーツ
当社の得意分野
弊社では永年培ってきた技術力とCAE流動解析により『薄肉製品の金型設計技術』の確立をいたしました。また、放熱部品を研究開発段階から参画し放熱性の優れた製品の開発に携わって参りました。放熱部品の狭ピッチ&高フィンでの成形技術を確立したことにより製品自体の熱伝導率がよくなり、表面積が増えることによる放熱性能も高くなっております。さらに、放熱部品と結合するその他の部品の一体化を行なう事により、合理化、効率化の推進に成功することができました。
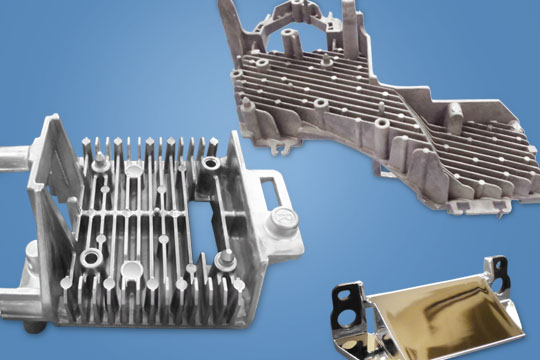
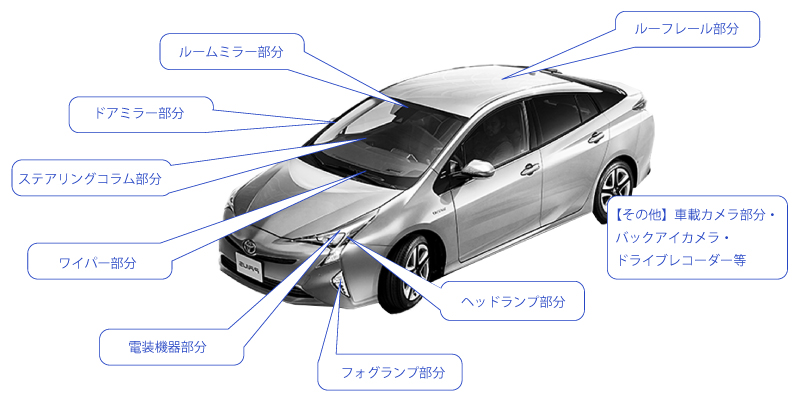
耐熱性、耐震性に優れた自動車用ランプ類の薄肉鏡面鋳造加工をはじめ、ここ最近需要が増えてきましたLED照明関連のヒートシンク(放熱器)、ドアミラー関連部品、ワイパー関連部品等の研究開発や試作の共同開発から量産品の生産を得意としております。
製造工程
1方案検討
製品の使用用途から形状や構造、仕上げ方法、最終仕様など細かくお客様と打ち合わせを行い、完成イメージを綿密に打ち合わせ致します。ダイカストのメリットを発揮できる材質や形状等を選定し、ご提案させていただきます。
2金型設計
作成されたデータに基づいて方案を検討して金型を設計します。
3金型製作
作成されたデータに基づいて方案を検討して金型を製作します。
4鋳造トライ
トライ(試験)鋳造. 量産をする前に、各所の寸法検査や鋳造時不具合の検証を行う為にトライ鋳造を行います。
5鋳造
金属を熱でとかし鋳型(いがた)に流し込んで器物を作ります。
6トリミング
ダイカスト鋳物から、鋳ばり、湯道、オーバーフローなど余分な部分を取り除くために行われるプレス抜き工程をいう。
7研磨
研掃と下地処理. 鋼・鋳製品の錆及び付着物(塗料・コンクリート等の研掃、 鋼製品の下地処理を行います。
8加工
製品別に加工をしていきます。
9表面処理
鋳肌が優れているため、表面処理(めっき、塗装)が容易に行うことができます。
10測定・検査
肉厚測定は、超音波厚さ計38DL PLUSまたは45MG(一振動子ソフトウェア付き)を使用して実施できます。 金属の厚さが約12.7 mm(0.5インチ)を超える場合、ハイペネトレーションソフトウェアを使用する必要があります。